Ceramic Extrusion Limitation

Schematic Of The Ceramic On Demand Extrusion Process Download Scientific Diagram
Research Projects

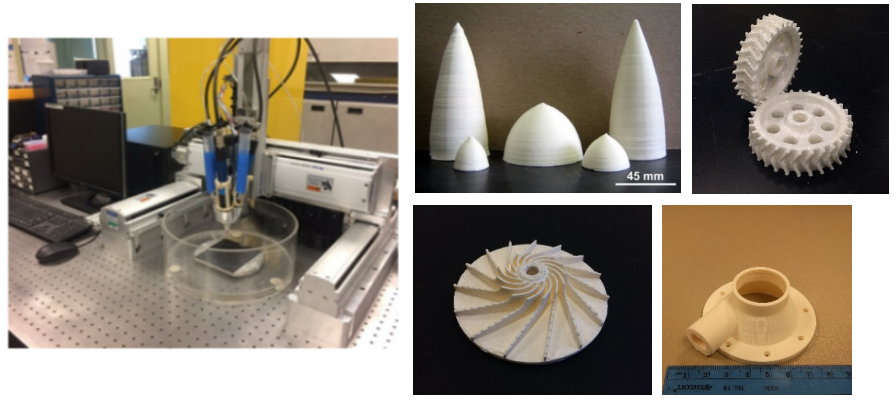
A Novel Freeform Extrusion Fabrication Process For Producing Solid Ceramic Components With Uniform Layered Radiation Drying Sciencedirect
Processing Of Ceramics Powdercompact Or Green Ceramic Forming Sintering Or Densification Or Firing T 2t M 3 Ppt Download

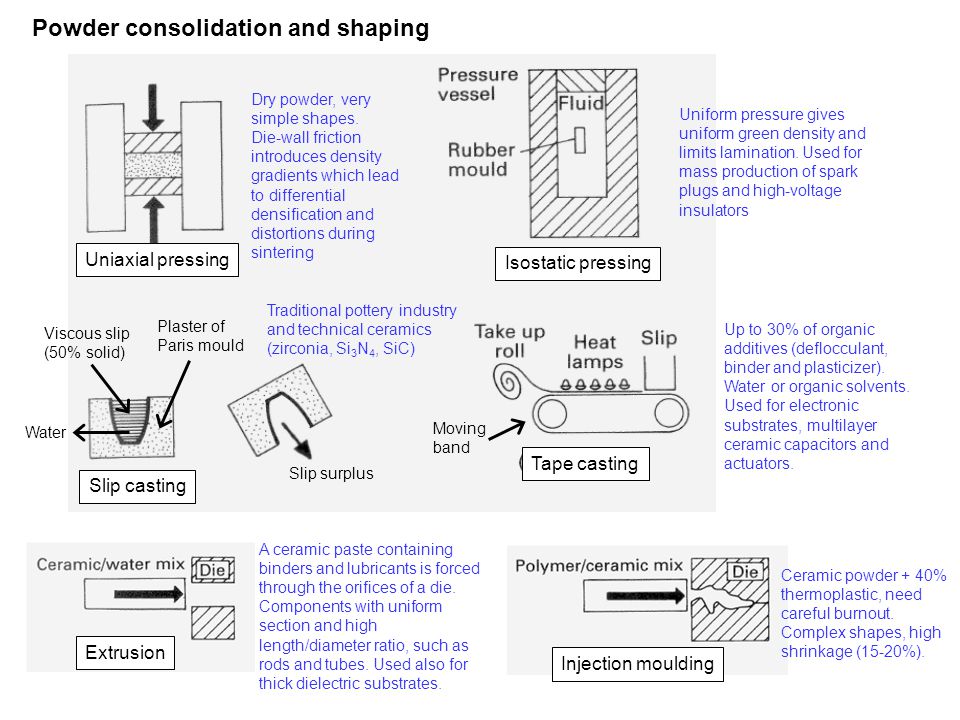
Ceramics Processing An Overview Sciencedirect Topics

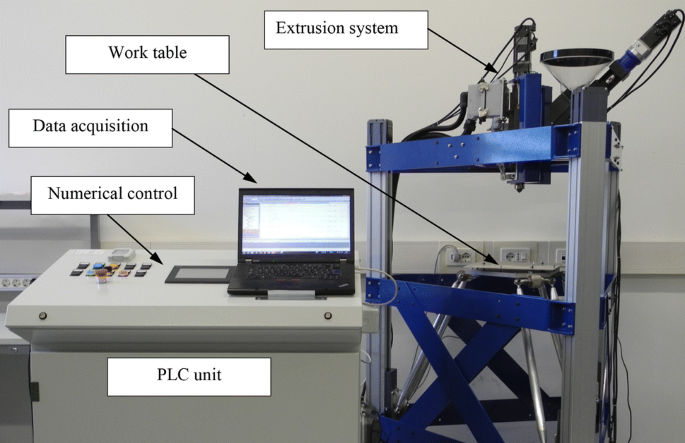
Optimization Of 3d Printing Parameters Of Screw Type Extrusion Ste For Ceramics Using The Taguchi Method Sciencedirect

Limit the irregularities of shape as much as the function of the part allows.
Ceramic extrusion limitation.

Layered Extrusion Forming Of Complex Ceramic Structures Using Starch As Removable Support Sciencedirect

High Strength Yttria Reinforced Ha Scaffolds Fabricated Via Honeycomb Ceramic Extrusion Sciencedirect

Additive Manufacturing Of Metallic And Ceramic Components By The Material Extrusion Of Highly Filled Polymers A Review And Future Perspectives Abstract Europe Pmc

Extrusion Based Additive Manufacturing Of Yttria Partially Stabilized Zirconia Ceramics Sciencedirect

Preparation And Properties Of Porous Alumina Ceramics With Uni Directionally Oriented Pores By Extrusion Method Using A Plastic Substance As A Pore Former Sciencedirect

Evolution Of Porosity And Geometrical Quality Through The Ceramic Extrusion Additive Manufacturing Process Stages Sciencedirect

Bicomponent Extrusion
A Comprehensive Review Of Extrusion Based Additive Manufacturing Processes For Rapid Production Of Metallic And Ceramic Parts Springerlink

Pdf Extrusion On Demand Methods For High Solids Loading Ceramic Paste In Freeform Extrusion Fabrication

Proud Of My Extrusion Machines Experiment Studiofloriswubben Floriswubben Xxl Clay Ceramics Ceramic Machines Extru Pottery Techniques Extrusion Design
Ferrite Based Soft And Hard Magnetic Structures By Extrusion Free Forming Rsc Advances Rsc Publishing Doi 10 1039 C7ra03251j

Pdf Additive Manufacturing Of Metallic And Ceramic Components By The Material Extrusion Of Highly Filled Polymers A Review And Future Perspectives

First Printing Of Continuous Fibers Into Ceramics Mei 2019 Journal Of The American Ceramic Society Wiley Online Library
Ceramic Packaging In Neural Implants Biorxiv
Https Admateceurope Com Files 2cfa97a1a9963c52d2b42085768a8259dcf1c88f7b0b5f3c0cc7969a404462fd Filename Review 20of 20additive 20manufacturing 20methods 20for 20high Performance 20ceramic 20materials 20 20jia Chang Wang 20et 20al Pdf Sig X7csssxkg Tzhvxk

Introduction To Ceramic Capacitors Passive Components Blog

Brick Geometries 5 Axis Additive Manufacturing For Architecture Map S Group

One Approach To Categorise The Most Prominent Ceramic Am Techniques Download Scientific Diagram
Https Link Springer Com Content Pdf 10 1007 978 3 540 27102 4 12 Pdf
4 Ceramic Fiber Processing Ceramic Fibers And Coatings Advanced Materials For The Twenty First Century The National Academies Press

Image Result For Michele Rigert Pottery Ceramic Pottery Pottery Art Ceramic Sculpture

Effect Of Ceramic Waste On Mechanical And Geotechnical Properties Of Tuff Treated By Cement Sciencedirect

Extruded Curved Mug Beginner Pottery Pottery Clay Extruder

Interview With Max Cheprack Ceramics Now
Source : pinterest.com
