Ceramic Injection Molding Binder

Small Precision Tools Ceramic Injection Molding

Process Pti
Ceramic Injection Molding Ceramic Parts
Ceramic Injection Molding Cim China Metal Parts Manufacturer
Powder Injection Moulding Of Metals Ceramics And Metal Matrix Composites

Ceramic Injection Moulding An Overview Sciencedirect Topics

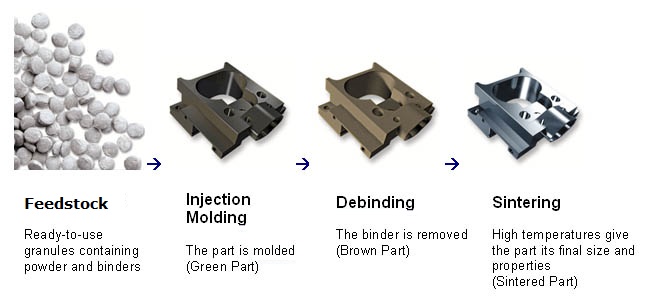
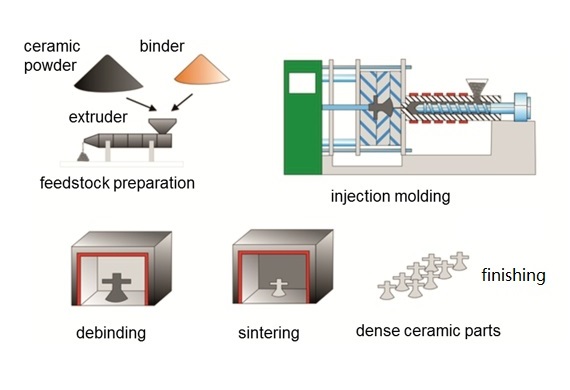
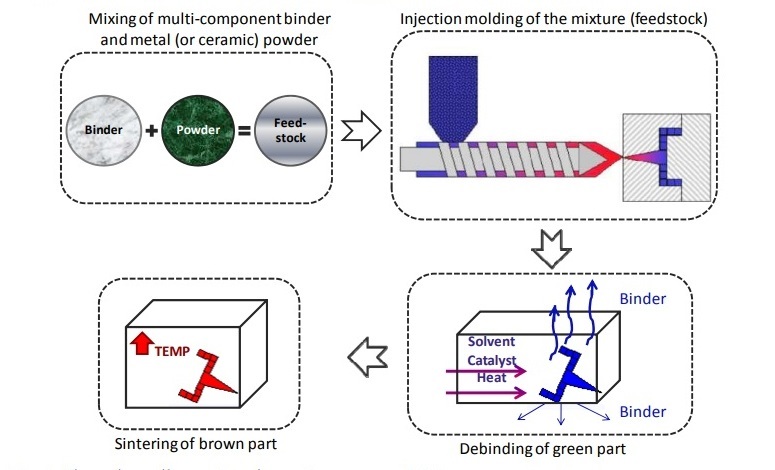
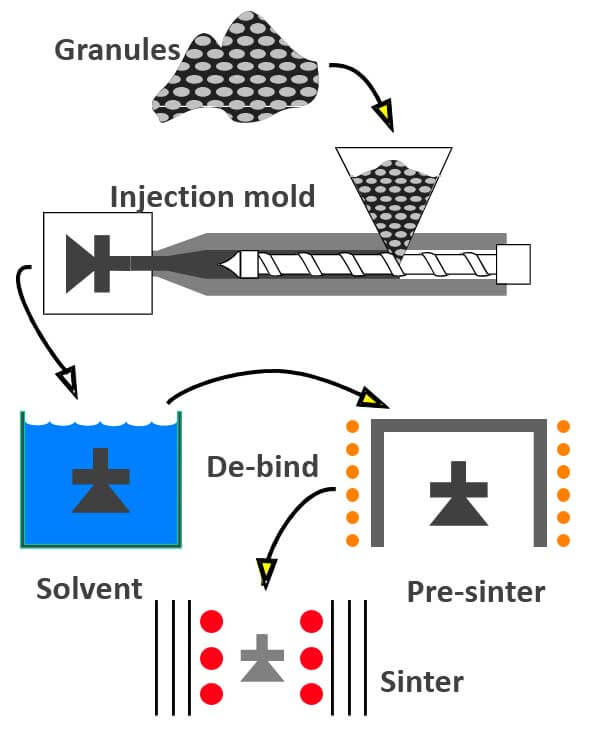
The feedstock is molded using injection moldin g equipment similar to that used for polymer injection molding.
Ceramic injection molding binder.
Major Steps Of The Ceramic Injection Molding Process Combined With The Download Scientific Diagram

Ceramic Injection Molding Cim Fine Mim Parts

Binder Removal Via A Two Stage Debinding Process For Ceramic Injection Molding Parts Sciencedirect

Ceramic Injection Molding Cim Parts China Ceramic Parts
Powder Injection Molding Of Metal And Ceramic Parts Fine Mim Parts
Ceramic Injection Molding Capability Process Material Solutions
Http Cdn Intechopen Com Pdfs 33648 Intech Ceramic Injection Molding Pdf

Flow Chart Illustrating The Main Stages Of Pim Download Scientific Diagram
An Overview Of The Metal Injection Moulding Process

Schematic Description Of Injection Molding Process 1 Hot Download Scientific Diagram
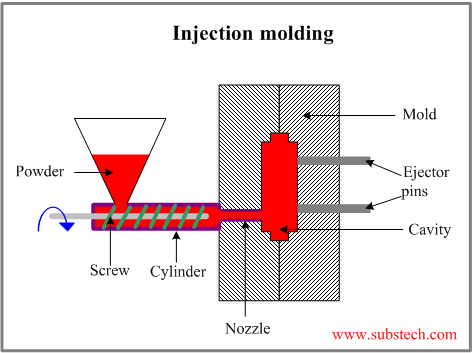
Metal Injection Molding Substech

Ceramic Injection Molding Micro

Global Metal Injection Molding Binder Market 2020 Swot Study Sales Analysis Technological Innovations And Competitive Landscape To 2026 The Daily Chronicle

Cim High Pressure Ceramic Injection Molding Technical Industrial Engineering High Precision Quality Ceramics Manufacturer Nishimura Advanced Ceramics Japan

Ceramic Injection Moulding Capabilities Morgan Technical Ceramics

Metal Injection Molding Feedstock Binder Mixing Mim Technical Industrial Engineering High Precision Quality Ceramics Manufacturer Nishimura Advanced Ceramics Japan

Ceramic Injection Molding Cm Furnaces Inc
Thermal Only Binder System For Pim Offered By Japan S Atect
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctwktr9astdk1bjro7e Yz Ypacudunlv Meifxsa8w7y1slaz3 Usqp Cau
Pdf Effects Of Different Backbone Binders On The Characteristics Of Zirconia Parts Using Wax Based Binder System Via Ceramic Injection Molding

Study On Binder System For Micro Powder Injection Molding Of Zro2 Ceramic Scientific Net
Pdf Effect Of Injection Parameters On Green Part Mechanical Properties For Metal Injection Molding

Pdf Effects Of Different Backbone Binders On The Characteristics Of Zirconia Parts Using Wax Based Binder System Via Ceramic Injection Molding Semantic Scholar

Ceramic Injection Molding Cim Ceramics Procedural Knowledge
Source : pinterest.com
